CRAFTSMANSHIP
CRAFTSMANSHIP
Even with advanced manufacturing techniques, it isn’t possible to automate the production of great guitars. The complexity of the task, combined with the need for constant awareness of the materials being used and the ability to adjust for minute variations, means that there is no substitute for the skill and sensitivity of experienced craftspeople.

-
Transformando Designs em Ótimos Violões
Transformar designs em ótimos instrumentos não é fácil. Desenhos técnicos não conseguem transmitir o timbre desejado de um instrumento, ou o método de construção necessário para criar o som e as características desejados. Antes da construção de um novo violão começar, os planos e intenções dos designers são discutidos com os luthiers na fábrica para ser desenvolvido um processo de produção apropriado. Cada violão é diferente, e a criação de uma metodologia de produção e workflow ideais para cada violão é crucial.

-
Exagerando
Às vezes "exagerar" nas coisas é a única maneira de assegurar que a qualidade desejada seja atingida com consistência e em toda situação possível. A Yamaha leva os detalhes de produção ao extremo em muitos casos, mas os resultados finais valem a pena. O processo de pré-relação de corpos acústicos e braços da Yamaha antes do acabamento é um exemplo. A experiência nos mostrou que a qualidade da junção do corpo-braço desempenha um papel importante em maximizar o timbre e resposta do instrumento; resumindo, o encaixe precisa ser perfeito com contato íntimo entre o braço e o corpo. O nível de controle e consistência obtidos na construção e acabamento do braço e corpo como pares combinados é um esforço extra que vale a pena.
-
Mistura Ideal Entre a Precisão da Máquina e a Habilidade Humana
Existem algumas tarefas que são melhores serem deixadas com as máquinas, particularmente aquelas que exigem precisão e repetição extremas; por exemplo, cortar os encaixes dos trastes na escala é um trabalho crucial que é feito por maquinário preciso controlado por computador. Mas para proporcionar instrumentos que atendem verdadeiramente às necessidades do músico, existem elementos que requerem uma atenção e flexibilidade individuais. É onde a habilidade e experiência dos luthiers da Yamaha se destacam.

-
Os Toques Finais
A Yamaha trabalha duro para assegurar que todos os violões e baixos saiam da fábrica em condições inigualáveis de se tocar. Alguns músicos podem querer realizar pequenos ajustes para atender aos seu estilo individual de tocar, mas os detalhes importantes como nivelamento de trastes e acabamento são elevados aos níveis de instrumentos custom shop dentro da fábrica. A montagem final é uma etapa de fabricação que requer o maior dos cuidados caso se deseje atingir o melhor timbre e desempenho. Partes que não estiverem apropriadamente reguladas ou não firmemente presas podem comprometer tanto o som quanto a tocabilidade, portanto as workstations e processos de montagem são desenhados e configurados para uma montagem suave e eficiente para que o luthier possa se concentrar totalmente em atingir os resultados perfeitos.

-
Criando as Ferramentas
Muitas das ferramentas utilizadas na fabricação dos violões têm que ser feitas a mão para um propósito específico, e muitas são criadas especificamente para um único modelo e não serão usadas para mais nada. Desenvolver ferramentas e aparatos que facilitam para que os luthiers produzam consistentemente instrumentos perfeitos é um elemento importante do approach da Yamaha quando se trata de construção de violões, mas ferramentas e adereços podem se desgastar e sair do alinhamento conforme o uso, portanto um cuidado especial é tomado para mantê-las revisadas e em condições de trabalho perfeitas sempre: é uma parte escondia mas vital para o controle de qualidade geral.

-
Mantendo a Produção Viva

Graças à confiança nos habilidosos luthiers ao fazer ótimos instrumentos, a única maneira de assegurar qualidade contínua e consistente no futuro é passar o know-how para a próxima geração de luthiers. Esse tipo de habilidade só pode ser passada completamente de pessoa para pessoa, entregando ao aprendiz, portanto a Yamaha transforma isso em uma parte oficial do processo de fabricação. O time de fabricantes de violões muda com o tempo, mas a Yamaha está dedicada em assegurar as habilidades básicas, assim como as diversas inovações desenvolvidas através do tempo, sejam passadas adiante para que os violões Yamaha continuem evoluindo.
-
O processo de fazer violão
Wood Selection
The materials used to craft a guitar are chosen to match the role and characteristics of each part of the instrument. On an acoustic guitar, the top plays the most important part in transforming the vibrations of the strings into sound, and is usually made of a light, resonant wood such as spruce. Conversely, the sides and back of the guitar must be made from a comparatively stiff, heavy wood such as rosewood, in order to provide support for the vibrations of the top.
The process of balancing strength, sound and looks is repeated for every part of every guitar, and the best materials are chosen accordingly.
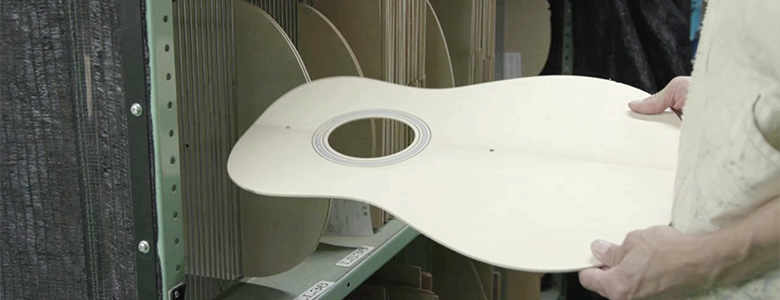
Wood Drying

The drying process is a crucial stage in the making of Yamaha guitars.
When building a guitar, ensuring the wood used has the right level of moisture, and that the moisture level is stable, is essential to the quality of the finished instrument. Yamaha produces a great many instruments that are made of wood, and as a result, has accrued a wealth of knowledge on how to lower the amount of moisture in an instrument, and then maintain the desired moisture level.
Yamaha utilizes a combination of natural and artificial drying to reduce the moisture to a level of approximately five percent. Wood that has finished artificial drying is seasoned in a room at constant humidity and temperature to ensure that its moisture content remains stable in the wide variety of conditions it may encounter around the world.
A.R.E. / Acoustic Resonance Enhancement

A.R.E. is a proprietary technology developed by Yamaha that alters wood in the same manner as years of aging does, breaking down and changing its internal structure.
By changing the shape of the wood fibres at a microscopic level and breaking down hemicellulose, a material that causes the fibres to stick together, ARE gives a guitar the same mature, rich, warm, open sound as that of an instrument that has been played for years. A.R.E. is applied as part of the final drying process.
Woodworking

Advanced techniques utilizing computer-controlled machinery are used for processes that require high precision and repeatability, such as cutting fret slots and machining guitar bridges. These modern guitar building methods are used at Yamaha factories in Japan, China, and Indonesia, and combined with the traditional handcrafting skills and know-how developed through more than 60 years of crafting guitars in Japan and at our factories around the world.
Woodworking: attaching the bracing

The bracing on an acoustic guitar is an extremely important element in maintaining the strength of an acoustic guitar’s top while transmitting the vibrations of the body throughout the instrument.
At Yamaha, we utilize methods including vacuums and air-presses to ensure a high level of secure clamping for the bracing. These methods preserve the strength of the bond between the bracing and the guitar top and back, reducing the loss of vibrations throughout the instrument.
Carving the bracing requires extreme skill and sensitivity from an experienced guitar builder. Chisels are used to shape the bracing, and then the craftsman taps it to check its sound. This task is repeated with painstaking care to produce the perfect bracing shape.
Woodworking: attaching the linings

Acoustic guitar linings are thin sheets applied to the inner surfaces of the instrument sides so that they can be joined to the guitar top and back. They play a key role in transmitting the vibrations of the guitar top from the sides to the back, spreading them throughout the body of the instrument. As with every other step in building a guitar, precision is key – the linings have to be perfectly shaped, and uniformly and firmly fitted to the curves of the guitar body in order to be strong and stable.
Woodworking: bending the sides

To make the curved shape of an acoustic guitar from a flat piece of wood, heat is applied to the side, which is then curved using a press. After removing it from the press it is placed in a mold, and cooled, eliminating moisture. This process has to be monitored carefully as applying too much heat will cause moisture retention, causing the guitar to deform later, while too little heat can result in the sides cracking.
Woodworking: gluing the body

Different Yamaha guitars use different processes, but for L Series acoustic guitars the top and sides are glued first, followed by the back.
This step-by-step process results in less residual stress when the body is complete than when they are glued at the same time, making it easy for the whole body to vibrate and product a rich, resonant tone.
Woodworking: fitting the binding

There are two main types of binding —those made from resin, and those crafted from wood. When gluing resin inlays a special glue that melts the resin while gluing is used and then clamped to accelerate adhesion. For wood inlays a different adhesive is used, with parts being fixed firmly in place with clamps during the time it takes for the bond to dry.
Woodworking: joining the neck and body

Yamaha’s custom-built classical guitars are made using a Spanish-style construction in which the heel of the neck and the neck block are crafted as a unified whole from a single piece of wood. For all other models, the neck is inserted into a groove cut into the body, forming a dovetail joint.
A single stroke with a plane may change the strength or angle of the joint, affecting the sound or action height of the guitar significantly, so this method requires a high degree of precision and skill.
Finishing
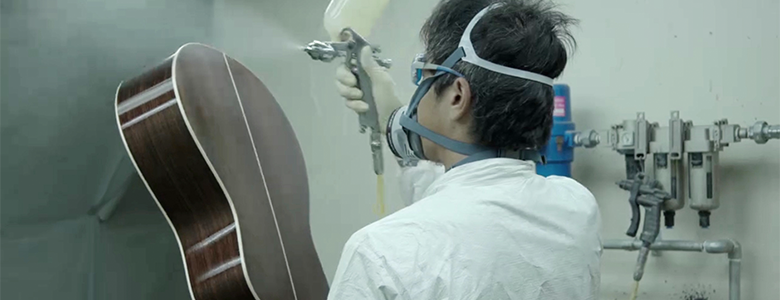
Guitar finishing work is separated into four main processes: the undercoat and mid coat for the wood filler, top coat, and polishing. Sanding is carried out at each stage, moving gradually to a finer-grained sandpaper as the surface becomes smoother.
During coating, a film approximately 10 microns (0.01mm) thick is applied precisely with each spraying. Each coating is applied in a layer that is not too thin, nor too thick, to avoid beading of the paint. The finishes used are developed in a joint effort between Yamaha’s in-house research divisions and finish manufacturers, with an emphasis on sound, ease of application, and the ability to cope with changes in the guitar’s environment.
Finishing: Shellac coating

Shellac is used in coatings for custom classical guitars.
This is a traditional method of coating used in Spain, which contains the purified secretions of the lac bug, an insect found in Southeast Asia. Shellac coating is the process of dissolving this secretion in alcohol and then applying it in thin layers with a pad. Each coat is approximately 1/100th of the thickness of a normal coat of paint.
Shellac coatings are applied in approximately 300 layers, and must be dried after each layer. Because of this, a shellac coating takes around three months to complete.
Buffing

Buffing is the last process in applying the guitar’s finish..
A range of different abrasive compounds and buffing cloths are used to buff the guitar to a brilliant shine. Different finish types result in coatings of differing hardness, so it is necessary to take measures such as altering the RPM of the buffing machine or reduce the strength with which it is applied to get a perfect finish.
Installing the frets

After finishing, the surface of the fret board is sanded and the frets are installed.
The frets are fitted last because the shape of the neck changes after finishing and during the post-finishing drying process, so installing the frets prior to finishing would necessitate a great deal of sanding during the final adjustment of the guitar.
Joining the neck and body (electric guitars and basses)

For electric guitars and basses with bolt-on necks, the neck and body are finished separately, and then joined at the start of the assembly process. Fitting them together without any gap and adjusting the angle of the joint to achieve optimum playability requires skill, precision and patience
Attaching the bridge

After installing the frets on an acoustic guitar, the next step is to attach the bridge.
The bridge is clamped firmly to the guitar’s top to ensure that the string vibrations are transmitted properly.
Because attaching the bridge in the perfect position is crucial to an acoustic guitar’s sound and playability, a special tool is used to keep clamping strength at a fixed level and ensure that there is no movement or variation.
Final assembly

Final assembly is when the rest of the guitar’s hardware and parts, including any pickups or electronics on an electric guitar or bass are fitted. Every single part is adjusted carefully on each instrument to optimize the sound, ensuring that string vibrations are transmitted properly and playability is perfect.
I.R.A. / Initial Response Acceleration (electric guitars and basses)

After assembly and adjustment, some electric guitars feature a process called Initial Response Acceleration where the completed guitar is vibrated at specific frequencies and intensities . Subjecting the guitar to these vibrations eliminates stresses between parts built up during assembly, resulting in an instrument with excellent resonance, despite being completely new.
Inspection

Inspection is carried out at every stage of the building process, but a final inspection is performed to double-check the sound and playability of each guitar.
If these are all approved and the guitar meets our exacting specifications, the exterior of the instrument is carefully inspected for marks and flaws. When that final hurdle is passed, the finished guitar is packed and shipped to its new home.






